
ķLąą│╠▓Õ²XÖC
įOéõ╝╝ągģóöĄŻ║▓Õ²Xąą│╠500mmŻ¼▓Õā╚²Xų▒ÅĮ600mmŻ¼ūŅ┤¾▓Õ²X─ŻöĄ8mŻ¼įOéõŠ½Č╚6╝ēĪŻ
įOéõė├═ŠŻ║įOéõų„ę¬ė├ė┌Øuķ_ŠĆ╩«ūų╚fŽ“┬ō▌SŲ„ĻPµI╝■╗©µI╠ūĄ─ā╚²X▓Õ²X╝ė╣żŻ¼ĮY╩°┬ō▌SŲ„«aŲĘė├╗¼äė┬ōĮėĖ▒▓╔ė├Šžą╬╗©╗©µI┬ōĮėĄ─Üv╩ĘŻ╗×ķØuķ_ŠĆ╗©µI╩«ūų╚fŽ“┬ō▌SŲ„╔·«aĄņČ©╗∙ĄAŻ╗╩Ūć°ā╚▓Õ²Xąą│╠ūŅķLĄ─▓Õ²XÖCŻ¼─ŽŠ®Ė▀²Xę▓─Į├¹Ū░üĒ┴Ń╝■╝ė╣żĪŻ |
|
|

░ļūįäė┼P╩ĮöĄ┐ž╣─ą╬²XØL²XÖC
įOéõ╝╝ągģóöĄŻ║ØL╗©µI²XķLČ╚3300mmŻ¼ūŅ┤¾ØL²Xų▒ÅĮ320mmŻ¼ūŅ┤¾ØL²X─ŻöĄ8mŻ¼įOéõŠ½Č╚7╝ēĪŻ
įOéõė├═ŠŻ║ė├ė┌Øuķ_ŠĆ╗©µI▌SØL²XŻ¼ė╔ė┌╩ŪöĄ┐ž┐╔ė├ė┌╝ė╣ż╣─ą╬²X┬ō▌SŲ„Ż¼į°│╔╣”Ąž×ķ║╝õōąĪą═▄ł▐D╗»Ą┬ś╦5480╗©µI╣─ą╬²XŻ¼į┌┬ō▌SŲ„«aŲĘ╔·«aųą░lō]Š▐┤¾ū„ė├ĪŻ |

öĄ┐žČ╦├µµI▓█ŃŖ┤▓Ż©╚²▌S┬ōäėŻ®
įOéõ╝╝ągģóöĄŻ║ŃŖ▓█ķLČ╚1000mmŻ¼─ź▓█īÆČ╚600mmŻ¼ŪąŽ„╣ż╝■ūŅ┤¾Ė▀Č╚800mmŻ¼įOéõŠ½Č╚6╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬ė├ė┌╩«ūų╚fŽ“┬ō▌SŲ„Ą─Ę©╠m▓µŅ^Īó▌S╠ūĪó▒ŌŅ^╠ūµI▓█ŪąŽ„╝ė╣żŻ¼╣ż╝■ę╗┤╬čbŖAČÓ╣żą“▀B└m╝ė╣ż═Ļ│╔Ż¼ÖC┤▓ū„śI┬╩Ė▀äéąį║├Ż¼ę╗┤╬┐╔ŪąŽ„īÆČ╚120mmĪóķLČ╚1000mmĄ─Č╦├µµI▓█ĪŻ |

░ļūįäėČ╦├µµI▓█─ź┤▓
įOéõ╝╝ągģóöĄŻ║─ź▓█ķLČ╚1600mmŻ¼─ź▓█īÆČ╚200mmŻ¼╔░▌åų▒ÅĮ300mmŻ¼įOéõŠ½Č╚3╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬ė├ė┌╩«ūų╚fŽ“┬ō▌SŲ„Ą─Ę©╠m▓µŅ^Č╦├µµI▓█─ź╝ė╣żŻ¼ęį▒ŻūCØuķ_ŠĆ╗©µI╩«ūų╚fŽ“┬ō▌SŲ„Ę©╠mČ╦├µµIĄ─ųąą─╬╗ų├Č╚Ż¼╩╣Ųõ░▓čbŲĮĘĆ▒ŻūC┬ō▌SŲ„═¼▌SČ╚ĪŻ |
 ę²▀MĄ┬ć°╔Ļ┐╦╣½╦ŠäėŲĮ║ŌÖz£yāx
įOéõ╝╝ągģóöĄŻ║Öz£y╣ż╝■╗ž▐Dų▒ÅĮ800mmŻ¼Öz£y╣ż╝■ķLČ╚3600mmŻ¼Öz£yŠ½Č╚0.63╝ēĪŻ
įOéõė├═ŠŻ║╔·«a┬ō▌SŲ„«aŲĘ▒žĒÜŠ▀éõäėŲĮ║ŌÖz£yāxĪŻ ę²▀MĄ┬ć°╔Ļ┐╦╣½╦ŠäėŲĮ║ŌÖz£yāx
įOéõ╝╝ągģóöĄŻ║Öz£y╣ż╝■╗ž▐Dų▒ÅĮ800mmŻ¼Öz£y╣ż╝■ķLČ╚3600mmŻ¼Öz£yŠ½Č╚0.63╝ēĪŻ
įOéõė├═ŠŻ║╔·«a┬ō▌SŲ„«aŲĘ▒žĒÜŠ▀éõäėŲĮ║ŌÖz£yāxĪŻ |
 ╚²╣ż╬╗Ż©Ų▀▌S┬ōäėŻ®öĄ┐žńMĪóŃŖĮM║ŽÖC┤▓
įOéõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮyŲ▀▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚUŲ▀▌S┴∙éĆ╝ė╣ż¾wŻ¼ūŅ┤¾ų▒ÅĮā╚┐ū600mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚7300mmŻ¼ūŅ┤¾╣ż╝■Ė▀Č╚1200mmŻ¼ÖC┤▓Š½Č╚6╝ēĪŻę╗ÖCČÓ─▄Š▀ńMĪóŃ@ĪóŃŖ║═Č╦├µŪąŽ„╣”─▄ĪŻ
įOéõė├═ŠŻ║─▄š¹╝ė╣ż┬ō▌SŲ„ų„ę¬┴Ń╝■╗©µI▌S║ĖĮė▓µŅ^║═╗©µI╠ū║ĖĮė▓µŅ^Ą─▌S│ą┐ūŻ¼ę╗┤╬čbŖAČÓ╩Į╣ż╬╗╝ė╣żĪŻ ╚²╣ż╬╗Ż©Ų▀▌S┬ōäėŻ®öĄ┐žńMĪóŃŖĮM║ŽÖC┤▓
įOéõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮyŲ▀▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚUŲ▀▌S┴∙éĆ╝ė╣ż¾wŻ¼ūŅ┤¾ų▒ÅĮā╚┐ū600mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚7300mmŻ¼ūŅ┤¾╣ż╝■Ė▀Č╚1200mmŻ¼ÖC┤▓Š½Č╚6╝ēĪŻę╗ÖCČÓ─▄Š▀ńMĪóŃ@ĪóŃŖ║═Č╦├µŪąŽ„╣”─▄ĪŻ
įOéõė├═ŠŻ║─▄š¹╝ė╣ż┬ō▌SŲ„ų„ę¬┴Ń╝■╗©µI▌S║ĖĮė▓µŅ^║═╗©µI╠ū║ĖĮė▓µŅ^Ą─▌S│ą┐ūŻ¼ę╗┤╬čbŖAČÓ╩Į╣ż╬╗╝ė╣żĪŻ
|
|
|
 ╚½ūįäėöĄ┐žČ╦├µ²X╝ė╣żīŻÖCŻ©╦─▌S┬ōäėŻ®
įOéõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮy╦─▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚU║═Ė▀Š½Č╚╗ž▐D╣ż╝■┼_Ż¼ūŅ┤¾╗ž▐Dų▒ÅĮ1600mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚360mmŻ¼ūŅ┤¾╣ż╝■Ė▀Č╚1200mmŻ¼ÖC┤▓Š½Č╚6╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬▀mė├ė┌┬ō▌SŲ„Ę©╠m▓µŅ^║═░ļĮė╩ųČ╦├µ²XĪóč└ēK╩ĮČ╦├µ┬ōĮė╝■ūįäė╝ė╣żŻ¼ĘųČ╚Š½┤_Ż¼╩╣╝ė╣ż╣ż╝■┘|┴┐ėą┴╦┐╔┐┐Ą─▒ŻūCĪŻ ╚½ūįäėöĄ┐žČ╦├µ²X╝ė╣żīŻÖCŻ©╦─▌S┬ōäėŻ®
įOéõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮy╦─▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚU║═Ė▀Š½Č╚╗ž▐D╣ż╝■┼_Ż¼ūŅ┤¾╗ž▐Dų▒ÅĮ1600mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚360mmŻ¼ūŅ┤¾╣ż╝■Ė▀Č╚1200mmŻ¼ÖC┤▓Š½Č╚6╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬▀mė├ė┌┬ō▌SŲ„Ę©╠m▓µŅ^║═░ļĮė╩ųČ╦├µ²XĪóč└ēK╩ĮČ╦├µ┬ōĮė╝■ūįäė╝ė╣żŻ¼ĘųČ╚Š½┤_Ż¼╩╣╝ė╣ż╣ż╝■┘|┴┐ėą┴╦┐╔┐┐Ą─▒ŻūCĪŻ ČĒ«a┼P╩ĮöĄ┐ž▄ć┤▓Ż©Č■▌S┬ōäėŻ®
įOéõ╝╝ągģóöĄŻ║öĄ┐žKNDŽĄĮyČ■▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĪóØLųķĮzŚU▄ć┤▓ūŅ┤¾╗ž▐Dų▒ÅĮ850mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚1500mmŻ¼ÖC┤▓Š½Č╚5╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬╝ė╣ż┬ō▌SŲ„┴Ń▓┐╝■Š½╝ė╣żĪŻ ČĒ«a┼P╩ĮöĄ┐ž▄ć┤▓Ż©Č■▌S┬ōäėŻ®
įOéõ╝╝ągģóöĄŻ║öĄ┐žKNDŽĄĮyČ■▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĪóØLųķĮzŚU▄ć┤▓ūŅ┤¾╗ž▐Dų▒ÅĮ850mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚1500mmŻ¼ÖC┤▓Š½Č╚5╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬╝ė╣ż┬ō▌SŲ„┴Ń▓┐╝■Š½╝ė╣żĪŻ
|
|
|

öĄ┐ž┴ó╩Į╝ė╣żųąą─Ż©╚²▌S┬ōäėŻ®
įOéõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮy╚²▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚUŻ¼▀M┐┌╚š▒Š╦┼Ę■ų„▌SŻ¼ŪąŽ„ų„▌S¤o╝ēš{╦┘Ż¼ūŅĖ▀ŪąŽ„▐D╦┘▀_├┐ĘųńŖ4500▐DŻ¼X▌Sąą│╠600mmŻ¼Y▌Sąą│╠800mmŻ¼Z▌Sąą│╠700mmŻ¼╚²▌SČ©╬╗Š½Č╚0.05umŻ¼ūŅ┤¾╣ż╝■Ė▀Č╚1200mmŻ¼ÖC┤▓Š½Č╚6╝ēĪŻ
įOéõė├═ŠŻ║įōįOéõŠ▀éõ┴╦Ń@Īó╣źĪóńMĪóŃŖ╣”─▄Ż¼ų„ę¬▀mė├ė┌Ė„ĘN┬ō▌SŲ„Īó╣─ą╬²X┬ō▌SŲ„Ń@Īó╣źĪóńMĪóŃŖŻ¼▒ŻūC░▓čb┐ūĄ─╬╗ų├ĪŻ |
|
|

öĄ┐ž┴ó╩ĮØL²XÖC
įOéõ╝╝ągģóöĄŻ║ØL╗©µI²XķLČ╚330mmŻ¼ūŅ┤¾ØL²Xų▒ÅĮ800mmŻ¼ūŅ┤¾ØL²X─ŻöĄ8mŻ¼įOéõŠ½Č╚7╝ēĪŻ
įOéõė├═ŠŻ║ė├ė┌╣─ą╬²X┬ō▌SŲ„Ą─╣─²X╝ė╣żĪóų▒²X╝ė╣żĪóÕü▌å╝ė╣żĪŻ |
|
|

┼P╩ĮöĄ┐ž╝ė╣żųąą─
įOéõ╝╝ągģóöĄŻ║öĄ┐žĪ░░l─Ū┐ŲĪ▒ŽĄĮyČ■▌S┬ōäėŻ¼▓╔ė├Ž╚▀M╗¼äėŠĆąįī¦▄ēĪóŠ½├▄ØLųķĮzŚUŻ¼▄ć┤▓ūŅ┤¾╗ž▐Dų▒ÅĮ300mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚500mmŻ¼ŪąŽ„ūŅĖ▀▐D╦┘4500r/minŻ¼ÖC┤▓Š½Č╚4╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬╝ė╣ż┬ō▌SŲ„┴Ń▓┐╝■Ż©▌S│ąÜżĄ─Š½╝ė╣żŻ®ĪŻįōÖC┤▓Š▀ŪąŽ„ŠĆ╦┘Č╚ä“╦┘ŪąŽ„╣”─▄Ż¼ŪąŽ„╣ż╝■▒Ē├µ┤ų▓┌▀_ĄĮ0.8um. |
╦─╣ż╬╗Ż©Š┼▌S┬ōäėŻ®öĄ┐žńMĪóŃŖĮM║ŽÖC┤▓
įOéõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮyŲ▀▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚUŻ¼Š┼▌S░╦éĆ╝ė╣ż¾wŻ¼ūŅ┤¾ų▒ÅĮā╚┐ū800mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚3600mmŻ¼ūŅ┤¾╣ż╝■Ė▀Č╚1200mmŻ¼ÖC┤▓Š½Č╚6╝ēĪŻ
įOéõė├═ŠŻ║═¼ė┌╚²╣ż╬╗ÖC┤▓Č°ėųį÷╝ėČ■▌SĖ³─▄░lō]ÖC┤▓Ą─╝ė╣ż─▄┴”║═╣”─▄ĪŻ |

öĄ┐ž┴ó╩Į╩«ūų▌S╝ė╣żųąą─Ż©╚²▌SÖCĪóļŖĪóÜŌĪóę║┬ōäėŻ®
įOéõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮy╚²▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚUŻ¼▀M┐┌╚š▒Š╦┼Ę■ų„▌SŻ¼ŪąŽ„ų„▌S¤o╝ēš{╦┘Ż¼ūŅĖ▀ŪąŽ„▐D╦┘▀_├┐ĘųńŖ4500▐DŻ¼X▌Sąą│╠500mmŻ¼Y▌Sąą│╠300mmŻ¼Z▌SĖ▀Š½Č╚ĦČ╦├µ²XČ©╬╗╣żū„┼_Ż¼╚²▌SČ©╬╗Š½Č╚0.05umūŅ┤¾╣ż╝■Ė▀Č╚600mmŻ¼ÖC┤▓Š½Č╚4╝ēĪóŪąŽ„╣ż╝■▒Ē├µ┤ų▓┌Č╚▀_ĄĮ0.8umĪŻ
įOéõė├═ŠŻ║╩«ūų▌S╝ė╣żųąą─Š▀éõ┴╦Ń@Īó╣źĪóńMĪóŃŖ╣”─▄Ż¼ų„ę¬▀mė├╩«ūų╚fŽ“┬ō▌SŲ„ĻPµI╝■╩«ūų▌SČ╦├µ║═ųąą─┐ūĄ─╝ė╣żŻ¼Č©╬╗Š½Č╚0.02um▒ŻūC╩«ūų▌S╦─▌SŅ^ųąą─╬╗ų├Č╚ĪŻ |

ČĒ«aöĄ┐ž┴ó╩Į┤¾ą═ØL²XÖC
įOéõ╝╝ągģóöĄŻ║ØL²XķLČ╚600mmŻ¼ūŅ┤¾ØL²Xų▒ÅĮ1500mmŻ¼ūŅ┤¾ØL²X─ŻöĄ30mŻ¼įOéõŠ½Č╚7╝ēĪŻ
įOéõė├═ŠŻ║ė├ė┌╣─ą╬²X┬ō▌SŲ„Ą─╣─²X╝ė╣żĪóų▒²X╝ė╣żĪóÕü▌å╝ė╣żŻ©─▄▌SŽ“▀MĮo╝ė╣ż░³ĮjŠĆÕü▌å║═ÕüŚUŻ®Ż¼×ķųŲįņ┤¾ą═╣─ą╬²XųŲįņ╠ß╣®▒ŻūCĪŻ |

ČĒ«aöĄ┐ž┼P╩Į┤¾ą═ØL²XÖC
įOéõ╝╝ągģóöĄŻ║ØL²XķLČ╚8000mmŻ¼ūŅ┤¾ØL²Xų▒ÅĮ600mmŻ¼ūŅ┤¾ØL²X─ŻöĄ16mŻ¼įOéõŠ½Č╚7╝ēĪŻ
įOéõė├═ŠŻ║ė├ė┌┤¾ą═╩«ūų╚fŽ“┬ō▌SŲ„╗©µIķL▌S╝ė╣żŻ¼×ķ╬ęéā╣½╦Š┼õ╠ū░ÕĦĪó┤®╣▄┤¾ą═╚fŽ“▌S╠ß╣®įOéõ▒ŻūCĪŻ |
 ęįŃŖ┤·▓Õ┤¾ą═┬ō▌SŲ„╗©µI╠ūīŻė├ÖC┤▓ éõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮy╦─▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚUŻ¼Ė▀Š½Č╚╗ž▐D╣żū„┼_Ż¼ūŅ┤¾ų▒ÅĮā╚┐ū1500mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚1200mmŻ¼ÖC┤▓Š½Č╚6╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬ė├ė┌┤¾ą═┬ō▌SŲ„╗©µI▒P╠ū╝ė╣żĪŻ ęįŃŖ┤·▓Õ┤¾ą═┬ō▌SŲ„╗©µI╠ūīŻė├ÖC┤▓ éõ╝╝ągģóöĄŻ║öĄ┐žDTKŽĄĮy╦─▌S┬ōäėŻ¼▓╔ė├Ž╚▀MĄ─ØLäėī¦▄ēĪóØLųķĮzŚUŻ¼Ė▀Š½Č╚╗ž▐D╣żū„┼_Ż¼ūŅ┤¾ų▒ÅĮā╚┐ū1500mmŻ¼ūŅ┤¾ŪąŽ„ķLČ╚1200mmŻ¼ÖC┤▓Š½Č╚6╝ēĪŻ
įOéõė├═ŠŻ║ų„ę¬ė├ė┌┤¾ą═┬ō▌SŲ„╗©µI▒P╠ū╝ė╣żĪŻ |

 ╩«ūų░³ųąūŅų„ꬥ─┴Ń╝■╩Ūė╔╩«ūų▌S║═▌S│ąÜżĮM│╔ĪŻ×ķ┴╦▒ŻūC╩«ūų▌SĖ„▌SŅ^Ą─ą╬╬╗╣½▓Ņę¬Ū¾Ż¼Ž╚īó╩«ūų▌S┼Pį┌öĄ┐ž┴ó╩Į╩«ūų▌S╝ė╣żųąą─╔ŽŻ¼═Ļ╚½ė╔ÖC┤▓┐žųŲŻ¼ų▒ĮėĘųČ╚Ń@│÷ųąą─┐ūŻ©╚ńłD4╦∙╩ŠŻ®═Ļ╚½▒ŻūC┴╦╩«ūų▌S╦─▌SŅ^╗∙£╩Ą─╬╗ų├Č╚,×ķŽ┬Ą└▄ć╝ė╣żČĒ«aöĄ┐žÖC┤▓║═─ź╝ė╣ż╠ß╣®▒ŻūCŻ╗▌S│ąÜżĄ─┤ųĪóŠ½╝ė╣żŠ∙į┌öĄ┐ž╝ė╣żųąą─ÖC┤▓╔Ž▀MąąĪŻ┤_▒Ż╩«ūų░³Ą─╗źōQąį║═╝ė╣żŠ½Č╚ĪŻ
╩«ūų░³ųąūŅų„ꬥ─┴Ń╝■╩Ūė╔╩«ūų▌S║═▌S│ąÜżĮM│╔ĪŻ×ķ┴╦▒ŻūC╩«ūų▌SĖ„▌SŅ^Ą─ą╬╬╗╣½▓Ņę¬Ū¾Ż¼Ž╚īó╩«ūų▌S┼Pį┌öĄ┐ž┴ó╩Į╩«ūų▌S╝ė╣żųąą─╔ŽŻ¼═Ļ╚½ė╔ÖC┤▓┐žųŲŻ¼ų▒ĮėĘųČ╚Ń@│÷ųąą─┐ūŻ©╚ńłD4╦∙╩ŠŻ®═Ļ╚½▒ŻūC┴╦╩«ūų▌S╦─▌SŅ^╗∙£╩Ą─╬╗ų├Č╚,×ķŽ┬Ą└▄ć╝ė╣żČĒ«aöĄ┐žÖC┤▓║═─ź╝ė╣ż╠ß╣®▒ŻūCŻ╗▌S│ąÜżĄ─┤ųĪóŠ½╝ė╣żŠ∙į┌öĄ┐ž╝ė╣żųąą─ÖC┤▓╔Ž▀MąąĪŻ┤_▒Ż╩«ūų░³Ą─╗źōQąį║═╝ė╣żŠ½Č╚ĪŻ
 ╗©µI▌SĄ─
╗©µI▌SĄ─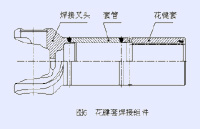 ╗©µI╠ū▓µŅ^║ĖĮėĮM╝■╩Ūė╔╗©µI╠ūĪó╠ū╣▄Īó╗©µI╠ū▓µŅ^║ĖĮė┬ōĮė│╔ę╗¾wŻ©╚ńłD6╦∙╩ŠŻ®Ż¼═¼śėį┌╦─╣ż╬╗Ż©Š┼▌S┬ōäėŻ®öĄ┐žńMĪóŃŖĮM║ŽÖC┤▓╔ŽŻ¼īóš¹¾w╗©µI╠ūĮM╝■ÖM┼Pų°╝ė╣ż│÷▓µŅ^╔ŽĄ─▌S│ąČ·┐ūĪŻ▒ŻūC┴╦▓µŅ^Ą─▌S│ąČ·┐ū┼c╗ž▐Dųąą─Ą─┤╣ų▒Č╚Ż¼ę▓┐╦Ę■┴╦ę“║ĖĮė┤µį┌Ą─╚▒Ž▌Ż¼╠ßĖ▀┴╦š¹Ė∙┬ō▌SŲ„Ą─═¼▌SČ╚Ż¼╩╣Ą├š¹Ė∙┬ō▌SŲ„į┌é„äė▀^│╠Ą─ŲĮĘĆąįŻ¼╠ßĖ▀┬ō▌SŲ„Ą─╩╣ė├ē█├³Ż¼Č°ī”š¹éĆé„äėµ£Ż©░³└©£p╦┘ÖCį┌ā╚Ż®Ą─é„äėĀŅørę▓Ą├ĄĮ║▄┤¾│╠Č╚Ą─Ė─╔ŲŻ¼╩╣ė├ē█├³ę▓Ą├ĄĮ┴╦┤¾┤¾Ą─╠ßĖ▀ĪŻīŹ“×ūC├„Ż¼╬ę╣½╦Š╣▄└Ēć└ųöĪó┬ō▌SŲ„ųŲįņ▀^│╠▀\ė├╚ßąį╝ė╣ż╔·«aŠĆū„śIŻ¼│õĘų¾w¼F╝ė╣żęįįOéõ×ķ▒ŻūCŠ½Č╚╔·«aĄ─╩«ūų▌S╩Į╚fŽ“┬ō▌SŲ„Ż¼į┌ę²▀MĄ─Ą┬ć°╔Ļ┐╦╣½╦ŠäėŲĮ║ŌÖz£yāx╔Ž▀MąąÖz£y▓╗╝ėŲĮ║ŌēKĄ─ŪķørŽ┬Ż¼Š═─▄ć°ļHś╦ISO1940-1985ęÄČ©Ą─G16╝ēĪóŲĮ║ŌŠ½Č╚Ą╚╝ē┐╔▀_G6.3╝ēĪŻ
╗©µI╠ū▓µŅ^║ĖĮėĮM╝■╩Ūė╔╗©µI╠ūĪó╠ū╣▄Īó╗©µI╠ū▓µŅ^║ĖĮė┬ōĮė│╔ę╗¾wŻ©╚ńłD6╦∙╩ŠŻ®Ż¼═¼śėį┌╦─╣ż╬╗Ż©Š┼▌S┬ōäėŻ®öĄ┐žńMĪóŃŖĮM║ŽÖC┤▓╔ŽŻ¼īóš¹¾w╗©µI╠ūĮM╝■ÖM┼Pų°╝ė╣ż│÷▓µŅ^╔ŽĄ─▌S│ąČ·┐ūĪŻ▒ŻūC┴╦▓µŅ^Ą─▌S│ąČ·┐ū┼c╗ž▐Dųąą─Ą─┤╣ų▒Č╚Ż¼ę▓┐╦Ę■┴╦ę“║ĖĮė┤µį┌Ą─╚▒Ž▌Ż¼╠ßĖ▀┴╦š¹Ė∙┬ō▌SŲ„Ą─═¼▌SČ╚Ż¼╩╣Ą├š¹Ė∙┬ō▌SŲ„į┌é„äė▀^│╠Ą─ŲĮĘĆąįŻ¼╠ßĖ▀┬ō▌SŲ„Ą─╩╣ė├ē█├³Ż¼Č°ī”š¹éĆé„äėµ£Ż©░³└©£p╦┘ÖCį┌ā╚Ż®Ą─é„äėĀŅørę▓Ą├ĄĮ║▄┤¾│╠Č╚Ą─Ė─╔ŲŻ¼╩╣ė├ē█├³ę▓Ą├ĄĮ┴╦┤¾┤¾Ą─╠ßĖ▀ĪŻīŹ“×ūC├„Ż¼╬ę╣½╦Š╣▄└Ēć└ųöĪó┬ō▌SŲ„ųŲįņ▀^│╠▀\ė├╚ßąį╝ė╣ż╔·«aŠĆū„śIŻ¼│õĘų¾w¼F╝ė╣żęįįOéõ×ķ▒ŻūCŠ½Č╚╔·«aĄ─╩«ūų▌S╩Į╚fŽ“┬ō▌SŲ„Ż¼į┌ę²▀MĄ─Ą┬ć°╔Ļ┐╦╣½╦ŠäėŲĮ║ŌÖz£yāx╔Ž▀MąąÖz£y▓╗╝ėŲĮ║ŌēKĄ─ŪķørŽ┬Ż¼Š═─▄ć°ļHś╦ISO1940-1985ęÄČ©Ą─G16╝ēĪóŲĮ║ŌŠ½Č╚Ą╚╝ē┐╔▀_G6.3╝ēĪŻ