| ╣½╦ŠĮķĮB | «aŲĘ×gė[ | ┘Y┴ŽŽ┬▌d | ą┼ŽóĘ┤ü | į┌ŠĆ┐═Ę■ | ┬ōŽĄ╬ęéā | ╚╦▓┼šąŲĖ | æ¬ė├īŹ└² |
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
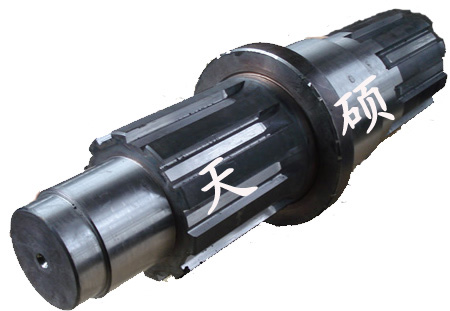
¼Fęį╦╝┴ų╦«ļŖšŠ╦«▌å░lļŖÖCų„▌SĄ─ųŲįņ╣ż╦ć║═Š▀¾w▒Oįņę¬³cėĶęįĮķĮBĪŻ ┴ó╩Į╦«▌å░lļŖÖCĄ─ų„▌S╩Ū░lļŖįOéõĄ─ĻPµI▓┐╝■Ż¼╦³╔Ž┬ō░lļŖÖC▐Dūė║═Ēö▌SĪóŽ┬Įė╦«▌åÖCĪŻ╦«▌åÖCĪóų„▌SĪó░lļŖÖC▐DūėĪóĒö▌SūįŽ┬Č°╔Ž═©▀^┬▌╦©Ēśą“┬ōĮėŲüĒŻ¼śŗ│╔┴╦░lļŖÖCĄ─▐Däė▓┐ĘųĪŻ▐Däė▓┐Ęų╦─┤¾▓┐╝■Ą─ųąą─ŠĆ▒Ż│ųę╗ų┬│╔×ķę╗Ė∙ų▒ŠĆŻ¼╩Ūī”╦³éāčb┼õ┬ōĮėĄĮę╗ŲĄ─ūŅ╗∙▒ŠĪóūŅĻPµIĪóūŅųžę¬Ą─ę¬Ū¾Ż¼╦³øQČ©┴╦ÖCĮMĄ─ųŲįņ║═░▓čb╦«ŲĮŻ¼øQČ©┴╦╦«▌å░lļŖÖCĄ─▀\ąą┘|┴┐Īóē█├³ų▄Ų┌Ż¼ę“┤╦Ż¼╩▄ĄĮśO┤¾ųžęĢĪŻ ▓┐╝■īŹļHųŲįņĮY╣¹Ż¼╦─┤¾▓┐╝■ĮMčbęį║¾Ą─ųąą─ŠĆ▓╗┐╔─▄Į^ī”│╔×ķę╗Ė∙ų▒ŠĆŻ¼Č°╩Ū│╩╦─Č╬╩Įš█ŠĆą╬ųąą─ŠĆŻ¼╚ń║╬╩╣╦─Č╬╩Įš█ŠĆą╬ųąą─ŠĆą╬│╔ę╗Ė∙ų▒ŠĆ╩ĮĄ─ųąą─ŠĆŻ¼╩Ūė╔╦─┤¾▓┐╝■Ą─ųŲįņ║═čb┼õ┘|┴┐øQČ©Ą─ĪŻ╦─┤¾▓┐╝■Ą─ųŲįņ║═čb┼õ┘|┴┐═Ļ╚½▀_ĄĮįOėŗę¬Ū¾Ż¼▐Däė▓┐ĘųĄ─ųąą─ŠĆŠ═─▄┌ģė┌ę╗Ė∙ų▒ŠĆŻ¼▀@Š═╩Ū▒Oįņę¬³cĪŻ ų„▌S╝ė╣ż▀^│╠╝░ę¬³c 1Īó╬─╝■ęŖūCŻ©R-╬─╝■īÅ▓ķŻ® ų„ę¬īÅ▓ķųŲįņÅS╠ß╣®Ą─ė╔ų„▌SÕæ╝■╔·«aÅS╣®ĮoųŲįņÅSĄ─▓─┘|║ŽĖ±ūC├„Ģ°Ż╗ųŲįņÅSÅ═“×ų„▌SĄ─▓─┴Ž┘|┴┐Öz“×Ģ°║═│¼┬Ģ▓©¤oōp╠Įé¹Öz▓ķł¾ĖµĢ°Ż╗ųŲįņÅSį┌ų„▌S┤ų▄ć║¾▀MąąĄ─│¼┬Ģ▓©¤oōp╠Įé¹Öz▓ķł¾ĖµĢ°║═ų„▌Sō§ė═╣▄║Ė┐p├║ė═ØB┬®įć“×║ŽĖ±ł¾ĖµĢ°ĪŻ 2Īó¼Fł÷ęŖūCŻ©W-¼Fł÷ęŖūCŻ® ó┘╝ė╣ż│▀┤ńŻ║ų„▌SūŅ║¾═Ļ│╔Ą─╝ė╣ż│▀┤ńėą98╠ÄŻ¼ŲõųąĻPµI│▀┤ńĪ¬│▀┤ń╣½▓Ņ×ķ0.04mmĄ─38╠ÄŻ¼│▀┤ń╣½▓ŅąĪė┌╗“Ą╚ė┌0.54mmĄ─8╠ÄŻ¼│▀┤ń╣½▓Ņ×ķ2mmĄ─2╠ÄŻ¼ŲõėÓ×ķūįė╔╣½▓ŅĪŻ ó┌┤ų▓┌Č╚Ż║ų„▌S┤ų▓┌Č╚ĻPµI▓┐╬╗╩Ū18-Īė165┐ūŻ©┼c╦«▌åÖC┬ōĮė┐ūŻ®║═20-Īė165┐ūŻ©┼c▐Dūėųąą─¾w┬ōĮė┐ūŻ®ęį╝░┼cī¦▌S│ąĮė║Ž▓┐╬╗Ż¼Č╝╩ŪRa0.8,ŲõėÓ▓┐╬╗┤ų▓┌Č╚Ęųäe╩ŪRa1.6ĪóRa6.3▓╗Ą╚ĪŻ ó█ą╬╬╗╣½▓ŅŻ║ų„▌Sā╔Č╦Ę©╠mČ╦├µŲĮąąČ╚Ż¼░lČ╦║═╦«Č╦Ę©╠mČ╦ŲĮ├µ┼c░lČ╦ų╣┐┌╝░╦«Č╦═╣┼_┤╣ų▒Č╚ĪółAų▄╠°äė┴┐Ż¼░lČ╦║═╦«Č╦Ę©╠m╔ŽĄ─Š½ńM┐ūŻ©╝┤18-Īė165┐ū║═20-Īė165┐ūŻ®┼c░lČ╦Ę©╠mų╣┐┌║═╦«Č╦Ę©╠m═╣┼_ŲĮąąČ╚Ż¼╣½▓ŅŠ∙×ķ0.03mmŻ╗ų„▌Sā╔Č╦Ę©╠mČ╦ŲĮ├µĄ─ŲĮ├µČ╚Īóų„▌Sā╔Č╦Ę©╠m╔ŽŠ½ńM┐ūĄ─═¼▌SČ╚Ą─╣½▓ŅŠ∙×ķ0.02mmĪŻ ĻPµI│▀┤ńĪóĻPµI▓┐╬╗Ą─┤ų▓┌Č╚Īó╚½▓┐ą╬ĀŅ╣½▓Ņ║═╬╗ų├╣½▓Ņ▓┐╬╗Č╝╩Ū▒Oįņę¬³cĪŻ 2Īóų„▌S▓─┘|╝░┘|┴┐ ó┘ų„▌SÖCąĄ╝ė╣żŪ░Ż¼ę¬ī”Ųõ▀Mąą╗»īW│╔Ęų║═ÖCąĄąį─▄Å═“ׯ¼ū„│¼┬Ģ▓©¤oōp╠Įé¹Öz▓ķŻ¼▒M╣▄▀@ą®╣żū„ų„▌SÕæ╝■ųŲįņÅSęčū„Ż¼▓óĮo│÷┴╦Õæ╝■│÷ÅS┘|┴┐║ŽĖ±ūCŻ¼Ą½╩ŪŻ¼ų„▌SÖCąĄ╝ė╣żŪ░Ż¼╚įę¬ī”Ųõ┘|┴┐▀MąąÅ═“ׯ¼Å═“×ĮY╣¹║═Õæ╝■│÷ÅS┘|┴┐║ŽĖ±ūCŽÓĘ¹Ż¼▓┼─▄╔ŽÖC┤▓ĪŻ ó┌į┌┼P╩Į▄ć┤▓╔ŽŻ¼ŖAų„▌Sę╗Č╦Ę©╠mĪóĒöų„▌S┴Ēę╗Č╦Ę©╠mŻ¼┤ų▄ć╚½▌SŻ¼▒Ē├µ┤ų▓┌Č╚Ra3.2Ż¼į┘┤╬ī”ų„▌S▀Mąą│¼┬Ģ▓©¤oōp╠Įé¹Öz▓ķŻ¼▀@╩ŪĘŪ│Żųžę¬Ą─Öz▓ķŻ¼ę“×ķŻ¼į┌ī”ų„▌SÕæ╝■ū„│¼┬Ģ▓©¤oōp╠Įé¹Öz▓ķĢrŻ¼═∙═∙ę“Ī░╦└ĮŪĪ▒Č°▓╗─▄┤_Č©─│³c┘|┴┐å¢Ņ}ĪŻ═©▀^┤╦┤╬Öz▓ķŻ¼┤_šJų„▌S¤o┘|┴┐å¢Ņ}Ż¼▓┼─▄▀MąąÖCąĄ╝ė╣żĪŻ 2Īóų„▌SÖCąĄ╝ė╣ż ó┘ńM╝ė╣żŻ║ų„▌SĶé▌SČ┬Ą─ę╗Č╦Ę©╠mī”┤▓Ņ^Ż¼░┤ā╚łAšęųąą─Ż¼╝ė╣żā╚łAŻ¼╝┤┐╔┤ųńMā╔Č╦Ę©╠m╔Ž░č║Ž┐ūŻ¼å╬▀ģ┴¶10mm╝ė╣żėÓ┴┐ĪŻ ó┌īŹ£yų„▌Sā╚łAų╣┐┌│▀┤ńŻ¼┼õ▄ć▌SČ┬Ż¼┼õ▄ćķgŽČ×ķ0.02~0.03mmŻ¼▒ŻūC▌SĒö╝Ō┐ū┼cų„▌Sā╚łA═¼▌SČ╚Ī▄0.02mmĪŻ ó█▄ć╝ė╣żŻ║ŖAų„▌Sę╗Č╦Ę©╠mŻ¼Ēöų„▌S┴Ēę╗Č╦▌SČ┬Ż¼┤ų▄ć╚½▌SŻ¼Ę┤Å═▄ć─źā╔Č╦╝▄ūė┐┌Ż¼▀_ĄĮłA╠°äė┴┐Ī▄0.02mmĪŻ▓Ą¶▌SČ┬Ż¼ŖAų„▌S╦«Č╦Ż¼░lČ╦Ę┼ų¦╝▄╔ŽŻ¼░┤łDśė▄ć╝ė╣żŻ¼╝ė╣ż├µ┴¶ėÓ┴┐2mm.▄ć░lČ╦Ė„├µĪó╗¼▐Dūė═ŌłAŻ¼┴¶2mm╝ė╣żėÓ┴┐ĪŻ ó▄äØŠĆą“Ż║a.äØ╗¼▐Dūė╔Ž┐ūŠĆŻ╗b.┼õ║Ž┼P╩Į▄ć┤▓ųŲįņ£y┴┐▐Dūėā╚▓█śė░ÕĪŻ ó▌ńM╝ė╣żŻ║ńM╗¼▐Dūė╔ŽĖ„┐ūĪŻ ó▐▄ć╝ė╣żŻ¼Š½▄ćĖ„├µŻ║ŖAų„▌S╦«Č╦Ż¼╝▄░lČ╦Ż¼▄ćĘ©╠m├µĄĮłDśė│▀┤ń;▄ć╗¼▐DūėĖ„├µ╝░ā╚▓█│▀┤ńĄĮłDśė│▀┤ń;ŖAų„▌S░lČ╦Ż¼╝▄╦«Č╦Ż¼▄ć╦«Č╦Ė„├µĄĮłDśė│▀┤ńĪŻ ó▀čb║ĖŻ║į┌ų„▌S╔Žčb║ĖŽ┬ī¦ō§ė═╣▄ĪŻ óÓ▄ć╝ė╣żŻ║▄ćŽ┬ī¦ō§ė═╣▄═ŌłAĪóĖ„Ę©╠m▓┐╬╗ĪŻ óßńM╝ė╣żŻ¼Š½ńMŻ║ ░┤╦«▌åÖCńM─ŻŠ½ńMų„▌S╦«Č╦Ę©╠m░č║Ž┐ūĪŻĮM║Žų„▌S║═▐Dūėųąą─¾wŻ¼Š½ńM░č║Ž┐ūĪŻŠ½ńMę╗éĆ┐ūŻ¼┴ó╝┤čbČ©╬╗õNŻ¼ę└┤╬Š½ńM░č║Ž┐ūŻ¼ę└┤╬čbČ©╬╗õNŻ¼Ū░├µ═Ļ╣ż║ŽĖ±Ąž░č║Ž┐ūčb╚ļ┬▌╦©░čŠoŻ¼ę└┤╬▀MąąŻ¼ų▒ų┴═Ļ╣żŻ¼ų„▌S║═▐Dūėųąą─¾wĮŌ¾wĪŻ óŌ▓│²Ž┬ī¦ō§ė═╣▄╣╠Č©╣żŠ▀Ż¼▀Mąą║Ė┐p├║ė═ØB┬®įć“ׯ¼║ŽĖ±║¾Ż¼ą▐─ź║Ė┐pĪŻ ų┴┤╦Ż¼ų„▌SÖCąĄ╝ė╣ż═Ļ╣żŻ¼ūŅ║¾Ż¼▀Ćę¬ī”ų„▌S▀MąąŪÕ└ĒŻ¼╚ńĄ╣ĮŪĪóą▐łAĮŪĪó│²╬█Ą╚ĪŻČ°║¾Ż¼ī”ų„▌S▀MąąćŖŲ߯¼ė═ĘŌĪŻ ę╗Ė∙ų„▌S╝ė╣ż│╔ŲĘę¬Įø▀^30ČÓéĆ╣ż╬╗ĪóĮ³░┘Ą└╣żą“▓┼─▄═Ļ│╔Ż¼ÖCĮMą═╠¢Īó╚▌┴┐ĪóĮYśŗ▓╗═¼Ż¼ų„▌SĮYśŗę▓Ģ■▓╗═¼Ż¼Ųõ╝ė╣ż╣ż╦ćę▓▓╗═¼Ż¼Ą½┤¾ų┬╚ń╔Ž╩÷╝ė╣ż▀^│╠ĪŻ 3Īó¾wĢ■ ó┘ĻPµI│▀┤ńĪóĻPµI▓┐╬╗┤ų▓┌Č╚Īó╚½▓┐ą╬╬╗╣½▓ŅČ╝╩Ū▒Oįņę¬³cŻ¼▒žĒÜ═Ļ╚½Ę¹║ŽłDśėę¬Ū¾Ż¼¼Fł÷ęŖūCĢrę¬╩«Ęųė├ą─ĪŻ ó┌ų„▌S╝ė╣ż│╔ŲĘŻ¼╣ż╬╗Īó╣żą“║▄ČÓŻ¼ę¬ė├ÄūĘNÖC┤▓╝ė╣żŻ¼╝ė╣żĢrķg▌^ķLŻ¼ĻPµI▓┐╬╗Ą─┤ų▓┌Č╚Īóą╬╬╗╣½▓Ņ▓╗╩Ūę╗┤╬═Ļ│╔Ą─Ż¼├┐═Ļ│╔ę╗╠Ä╗“Äū╠ÄŻ¼Š═ąĶę¬▀Mąą┘|┴┐Öz▓ķŻ¼ę“┤╦Ż¼ąĶę¬▀MąąČÓ┤╬¼Fł÷ęŖūCŻ¼ęŖūCĮYšōį┌Įø▀^╚½▓┐╝ė╣ż│▀┤ńĪó┤ų▓┌Č╚Īóą╬╬╗╣½▓Ņ┘|┴┐Öz▓ķĪó┘|┴┐¼Fł÷ęŖūC║¾▓┼─▄ū„│÷Ż¼▀@╩Ū┤¾▓┐╝■╝ė╣ż¼Fł÷ęŖūCĄ─Ųš▒ķ╠ž³cĪŻ |
|||||||||||||||||||||||||||||||||||||||||
£µų▌╠ņ┤T┬ō▌SŲ„ėąŽ▐╣½╦ŠĪĪ Ó]ŠÄŻ║062150
|