| ╣½╦ŠĮķĮB | «aŲĘ×gė[ | ┘Y┴ŽŽ┬▌d | ą┼ŽóĘ┤ü | į┌ŠĆ┐═Ę■ | ┬ōŽĄ╬ęéā | ╚╦▓┼šąŲĖ | æ¬ė├īŹ└² |
|
|
|
|
 |
|||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
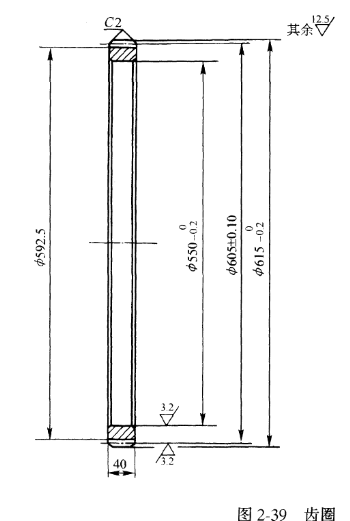
╝╝ągę¬Ū¾ 1Īó²X╚”ÅĮŽ“╠°äė╣½▓Ņ0.08mmĪŻ 2Īó╬┤ūóĄ╣ĮŪ1×45°ĪŻ 3Īó▓─┴ŽZG45ĪŻ ²X▌å╗∙▒ŠģóöĄ ─ŻöĄŻ©mŻ®=5 ²XöĄŻ©zŻ®=121 ē║┴”ĮŪŻ©αŻ®=20° Š½Č╚Ą╚╝ē9HM
1Īó┴Ń╝■łDśėĘų╬÷ 1Ż®²X╚”ÅĮŽ“╠°äė╣½▓Ņ×ķ0.08mmĪŻ 2Ż®²X▌劽Č╚Ą╚╝ē9hMĪŻ 3Ż®²X╚”¤ß╠Ä└Ē207~241HRBĪŻ 4Ż®╬┤ūóĄ╣ĮŪ1×45°ĪŻ 5Ż®▓─┴ŽZG45ĪŻ 2Īó²X╚”ÖCąĄ╝ė╣ż╣ż╦ć▀^│╠┐© (▒Ē2-30) ▒Ē2-30²X╚”ÖCąĄ╝ė╣ż╣ż╦ć▀^│╠┐©
3Īó╣ż╦ćĘų╬÷ 1Ż®²X╚”Ą─ų▒ÅĮ║═▒┌║±Ą─▒╚ųĄ▌^┤¾Ż¼╚▌ęū«a╔·ūāą╬Ż¼×ķ┴╦£pąĪ┐ūÅĮĄ─ūāą╬║═ŲĮ├µĄ─┬NŪ·Ż¼į┌╝ė╣ż▀^│╠ųąæ¬į÷┤¾ŖAŠo├µĄ─├µĘeŻ¼Į©ūhŠ½▄ćĢr▓╔ė├īŻė├╣żčb▀MąąčbŖA╣ż╝■ĪŻ 2Ż®²X╚”Ą─ūāą╬Ż¼į┌čb┼õ║¾Ģ■ėąę╗Č©│╠Č╚Ą─ąŻš²Ż¼į┌╝ė╣żÖz“×ĢrŻ¼ī”ā╚┐ūłAČ╚ę¬Ū¾▓╗Ė▀┐╔ęį├Ō│²Öz“×ę¬Ū¾ĪŻ 3Ż®²X╚”ā╚Īó═ŌÅĮį┌ūįė╔ĀŅæBŽ┬Öz“×ĢrŻ¼æ¬ČÓ£y┴┐Äū³cŻ¼į┌▓╗═¼╬╗ų├ĢrČ╝æ¬įōį┌╣½▓ŅĘČć·ų«ā╚ĪŻ 4Ż®²X╚”ÅĮŽ“╠°äė╣½▓ŅĄ─Öz▓ķŻ¼┐╔ģó┐╝“Ą╣Ön²X▌å”ę╗└²ųą╣ż╦ćĘų╬÷ųą3)▀MąąĪŻ
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
£µų▌╠ņ┤T┬ō▌SŲ„ėąŽ▐╣½╦Š Ó]ŠÄŻ║062150
|