 |
|
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|
 |
|
╠ßĖ▀┬ō▌SŲ„╝ė╣ż┘|┴┐Ą─╝╝Ū╔
|
|
|
|
||||||||||||||||||||||||
|
|
|
|
||||||||||||||||||||||||
Ė∙ō■ČÓ─Ļ╝ė╣żĮø“ׯ¼╣Pš▀░č╝ė╣ż┬ō▌SŲ„▀^│╠ųąąĶę¬ūóęŌĄ─ÄūéĆ╩┬ĒŚ╝░ę╗ą®╝ė╣ż╝╝Ū╔┐éĮY│÷üĒŻ¼ęį╣®ūxš▀ģó┐╝ĪŻŽ┬├µŠ═ų„ę¬ęį─│╣½╦Š450T/HČĘ╩Į╠ß╔²ÖCĦųŲäė▌åų∙õN┬ō▌SŲ„Ż©ęŖłD1Ż®╝ė╣ż×ķ└²Ż¼▀MąąĘų╬÷ĪŻį┌Ųš═©Ą─ÖCąĄ╝ė╣żÅSŻ¼ė╔ė┌╝ė╣ż┬ō▌SŲ„öĄ┴┐╔┘Ż¼║▄╔┘╩╣ė├öĄ┐žÖC┤▓╝░╣żčbŻ¼▀@śėę╗üĒ┬ō▌SŲ„Ą─┘|┴┐Š═Ą├┐┐╝╝ąg╣ż╚╦▀Mąą░č╬šĪŻĄ½╩Ūė╔ė┌╝╝ąg╣ż╚╦╝╝ąg▓╗╩ņŠÜĪóž¤╚╬ą─▓╗ÅŖĄ╚įŁę“Ż¼╝ė╣ż│÷Ą─┬ō▌SŲ„▓╗┐╔▒▄├Ō│÷¼F▀@śė─ŪśėĄ─┘|┴┐å¢Ņ}Ż¼ėąĄ─│╔×ķ┤╬ŲĘŻ¼čb┼õ└¦ļyŻ╗ėąĄ─│╔×ķÅUŲĘŻ¼¤oĘ©╩╣ė├ĪŻ╚ń║╬─▄▒ŻūC╝ė╣ż│÷Ą─┬ō▌SŲ„┘|┴┐─ž
łD1 ▒¦ķlī”▌å╩ŠęŌłD
╝ė╣żŪ░Ą─£╩éõ╣żū„
─├ĄĮłDśė꬚JšµčąŠ┐Ż¼┴╦ĮŌ┬ō▌SŲ„Ą─ĻPµI│▀┤ń▓┐╬╗Ż¼║Ž└Ē░▓┼┼╝ė╣ż╣ż╦ćĪŻ
┴Ē═Ōī”├½┼„ę¬ūą╝ÜÖz▓ķŻ¼┤_▒Ż├½┼„į┌═Ōė^ø]ėąĶTįņĪóÕæįņĄ╚┘|┴┐╚▒Ž▌Ą─Ū░╠ߎ┬Ż¼═©▀^ĮĶ┴Žšęš²─▄╝ė╣ż│╔╦∙ꬥ─┼õ╝■Ż¼Įėų°░č╣żĪóŲ„Īó┴┐Š▀£╩éõŠ═ŠwĪŻį┌═Ļ│╔ęį╔Ž▓Į¾E║¾ĘĮ┐╔äė╩ųī”├½┼„╝ė╣żĪŻłD1┬ō▌SŲ„Ą─ā╚┐ū│▀┤ńf80mmŻ¼╣½▓Ņ×ķĪ└0.02mmŻ¼ā╚┐ūf80mm┼c═ŌłAf498mmĪóf300mmĄ─═¼▌SČ╚ę¬Ū¾ąĪė┌0.1mmŻ¼f300mmĄ─Č╦├µłA╠°äė▓╗┤¾ė┌0.10mmĪŻ╦─éĆf65mmĪóf32mmĄ─╬╗ų├Č╚š`▓Ņ×ķĪ└0.2mmŻ¼f65mmā╚┐ū▒Ē├µ┤ų▓┌Č╚ę¬Ū¾ąĪė┌0.32umŻ¼f32mmÕF┐ū▒Ē├µ┤ų▓┌Č╚ę¬Ū¾ąĪė┌0.16mmŻ¼µI▓█22mmĄ─ī”ĘQąį×ķ0.016mmĪŻ
▄掄╝ė╣żĢrąĶūóęŌŻ║×ķ┴╦▒ŻūCā╚┐ūf80mm┼c═ŌłAf498mmĄ─═¼▌SČ╚Ż¼▒žĒÜęįŠ½▄ć║├f150mm═ŌłAčbŖAį┌▄ć┤▓Ą─╚²ū”ūįČ©ą─┐©▒P╗“╦─ū”å╬äė┐©▒P╔ŽŻ¼ę╗┤╬Š½▄ć│÷ā╚┐ūf80mm┼cf498mmĄ─═ŌłA╝░Č╦├µf300mmŻ¼┴Ē═Ōį┌Š½▄ćā╚┐ūf80mmĢrŻ¼ę¬Ą╚ĄĮ╣ż╝■└õģs║¾į┘Š½▄ćĄĮ│▀┤ńŻ©▒▄├Ō«a╔·¤ßūāą╬Ż¼╝ė╣ż└õģs╩š┐s║¾f80mmā╚┐ūĄ─│▀┤ń│¼▓ŅŻ®ĪŻ
ŃQ╝ė╣ż╝╝Ū╔
(1) äØŠĆĢrŻ¼śėø_ę¬─ź╝ŌŻ¼³c│÷Ą─┐ū꬚²Ż¼ų▒ÅĮꬹĪŻ╗äØłAų▄ŠĆĢrŻ¼äØęÄ─_ę¬╝ŌŻ╗Ń@Ņ^ĒöĮŪę¬─źī”ĘQŻ¼ĄČ┐┌õh└¹ĪŻ
(2) ī”╦─éĆf65mmĄ─═©┐ū║═╦─éĆÕFČ╚1Ż║10┤¾Č╦ų▒ÅĮ×ķf32mmĄ─ÕF┐ūĄū┐ūŃ@Ž„ĢrŻ¼ę¬ė├╣╠Č©Ēö╝Ōī”£╩«ŗ║├ŠĆĄ─śėø_č█Ż¼╚╗║¾µiŠoŃ@┤▓Ż¼═╦Ž┬╣╠Č©Ēö╝ŌŻ¼čb╔ŽŃ@Ņ^ī”┐ū▀Mąą╝ė╣żŻ¼▀@śėę╗üĒf65mmĪóf32mmĄ─┐ū╬╗ų├Č╚Ą├ęį▒ŻūCį┌f0.1mmęįā╚ĪŻ
(3) Ń@f65mm┐ūĢrŻ¼ę¬Ęų╚²┤╬▀MąąŃ@Ž„Ż¼╩ūŽ╚ė├f30mmŃ@Ņ^Ż¼Įėų°ė├f52mmŃ@Ņ^Ż¼ūŅ║¾į┘ė├Ń@f65mmŃ@Ņ^Ń@Ż╗╝ė╣żųąęį═Żų╣▀MĮoĪóų„▌S▐Däė▀MąąöÓą╝Ż╗╝ė╣ż▓╔ė├ūįäė▀MĮoŻ¼▀@śėę╗üĒ▓┼─▄▒ŻūCĄČ╝y╝ÜĪóŠ∙ä“Ż¼┐╔ęį╠ßĖ▀┐ūĄ─▒Ē├µ┘|┴┐ĪŻį┌f65mm┐ū┐ņę¬Ń@┤®ĢrŻ¼£p╔┘▀MĮo┴┐ĪŻ╚ń╣¹▓╔ė├ūįäė▀MĮoĄ─Ż¼Ė─│╔╩ųäė▀MĮoĪŻ▒▄├Ō«öŃ@ą─äéŃ@┤®┬ō▌SŲ„▓─┴ŽĢrŻ¼▌SŽ“ūĶ┴”═╗╚╗£p╔┘Ż¼ė╔ė┌Ń@┤▓▀MĮoÖCśŗĄ─ķgŽČ║═ÅŚąįūāą╬Ą─═╗╚╗╗ųÅ═Ż¼īó╩╣Ń@Ņ^ęį║▄┤¾Ą─▀MĮo┴┐ūįäėŪą╚ļŻ¼ęįų┴įņ│╔Ń@Ņ^š█öÓ╗“Ń@┐ū┘|┴┐ĮĄĄ═ĪŻė├╩ų▀MĮo▓┘ū„ĢrŻ¼ė╔ė┌ęčĮøūóęŌ£p╔┘▀MĮo┴┐Ż¼▌SŽ“ūĶ┴”▌^ąĪŻ¼▀@ĘN¼FŽ¾Š═┐╔ęį▒▄├ŌĪŻ┐ūĄ─┘|┴┐Ą├ęį▒ŻūCĪŻ
(4) ╔ŅČ╚×ķ12mmĄ─f45mmĄ─│┴┐ūŽ╚ė├f45mmĄ─╝ŌŃ@Ń@ĄĮ10mm╔ŅŻ¼į┘ė├f45mmĄ─ŲĮŃ@īó┐ūĄūäØŲĮĄĮ12mm╔ŅĪŻ
(5) ī”╦─éĆÕFČ╚1Ī├10┤¾Č╦×ķf32mmĄ─ÕF┐ū▀MąąŃqŽ„ĢrŻ¼ę¬š²┤_▀xō±Ńq┐ūėÓ┴┐ĪŻ▀xō±ėÓ┴┐▀^ąĪŻ¼Ńq║¾═∙═∙▓╗─▄īóŃ@┐ūĄ─╝ė╣żĄČ║█│²╚źŻ¼Ńq┐ūĄ─▒Ē├µ┤ų▓┌Č╚ųĄ┤¾ĪŻ▀xė├Ą─Ńq┐ūėÓ┴┐▀^┤¾ĢrŻ¼ŃqĄČĄ─╣żū„žō║╔į÷┤¾Ż¼ŃqĄČīóčĖ╦┘░l¤ßīóĄČĄ─ų▒ÅĮ┼“├øŻ¼╩╣Ńq│÷Ą─┐ūÅĮę▓ļSų«ūā┤¾Ż¼Č°ŪęŻ¼ŃqĄČ╚▌ęū─źŌgŻ¼ę▓ė░ĒæŃq┐ūĄ─┘|┴┐╝┤┐ūĄ─│▀┤ńŠ½Č╚║═ą╬ĀŅŠ½Č╚ĪŻŃq┐ūėÓ┴┐Ą─┤¾ąĪæ¬Ė∙ō■Ńq┐ūĄ─ų▒ÅĮ┤¾ąĪüĒøQČ©Ż¼ģóęŖĖĮ▒ĒĪŻ
▀xō±Ńq┐ūėÓ┴┐Ģr▀Ćæ¬Ė∙ō■Ńq┐ūŪ░┐ūĄ─╝ė╣żĘĮĘ©ĪŻ╚ńŃq┐ūŪ░╩ŪŃ@┐ūŻ¼ę“Ń@┐ūĄ─│▀┤ńę╗░Ńę¬▒╚Ń@Ņ^┤¾ą®Ż¼Č°ŪęŃ@┐ūĄ─▒Ē├µ┤ų▓┌Č╚▓ŅŻ¼╦∙ęįŃq┐ūėÓ┴┐æ¬░┤╔Ž▒Ē▀x╚ĪŲ½╔ŽŽ▐ųĄĪŻ╚¶Ńq┐ūŪ░╩ŪńM┐ū╗“öU┐ūŻ©ųĖė├╚²╚ąöU┐ūŃ@öU┐ūŻ®Ż¼ę“┐ūĄ─łAČ╚║═┤ų▓┌Č╚Č╝▒╚Ń@┐ūĖ▀Ż¼Ńq┐ūėÓ┴┐æ¬░┤╔Ž▒Ē▀x╚ĪŲ½Ž┬Ž▐ųĄĪŻ▒Š└²ųąŃq┐ūŪ░╩ŪŃ@┐ūŻ¼Ńq┐ūėÓ┴┐░┤╔ŽŽ▐▀x╚Ī×ķ0.3mmŻ¼╝┤▀x╚Ī─¬╩Ž3╠¢ÕF▒·┬ķ╗©Ń@f27.5mm▀MąąŃ@Ąū┐ūĪŻ
Ńq┐ūėÓ┴┐ Ż©å╬╬╗Ż║mmŻ®
Ńq┐ūĄ─ų▒ÅĮ <8 820 2132 33f50 5170
Ńq┐ūėÓ┴┐ 0.10.15 0.150.25 0.20.3 0.250.35 0.350.5
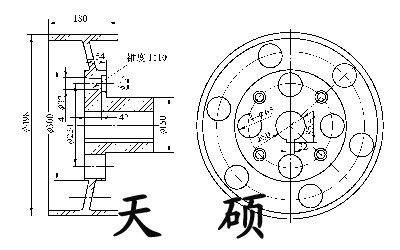
Ż©6Ż®┴Ē═Ōī”Ħō§░ÕąĶę¬į┌Ę©╠m├µŃ@┐ū╣ź┬▌╝yĄ─┬ō▌SŲ„æ¬ūóęŌŻ║ó┘╦∙╣ź┬▌╝yĄ─╬╗ų├æ¬į┌┬ō▌SŲ„Ą─ąĪČ╦╦∙ī”æ¬Ą─Ę©╠m├µŻ©ęŖłD2Ż®Ż¼┴∙éĆM10┐ū╔Ņ30mmŻ¼25mm╦∙╣ź┬▌╝yĄ─╬╗ų├į┌f220mm╦∙ī”æ¬Ą─f410mmĄ─Ę©╠m├µŻ╗ó┌╣ź┬▌╝yŪ░æ¬░čĄū┐ūĄ─╚ļÕFČ╦Ą╣│╔90ĪŃĮŪŻ¼ęį▒ŃĮzÕFŲŪąĪŻĮzÕF╚ļŪąĢrę¬ö[š²Ż¼╩®╝ėē║┴”ę¬ĘĆŻ╗ĮzÕFŪą╚ļ║¾Ż¼▓╗į┘╩®╝ėē║┴”Ż¼Ą½ā╔╩ųĄ─┼ż┴”ꬊ∙ä“Ż¼▓óĮø│ŻĄ╣Ń@ĮzÕFŻ¼ęį▒ŃöÓą╝║═┼┼ą╝Ż╗×ķ┴╦▒ŻūC╣ź┬▌╝yĄ─┘|┴┐Ż¼æ¬ę└┤╬ė├Ņ^ÕF║═Č■ÕF▀Mąą╣ź┬▌╝yŻ©ųĖā╔ų╗ę╗╠ūĄ─ĮzÕFŻ®Ż¼▓╗ę¬ų▒Įėė├Č■ÕFę╗┤╬╣ź│÷Ż¼Ę└ų╣ę“Ūąą╝┼ż┴”▀^┤¾įņ│╔öÓÕFĪŻ
łD2 ų∙õN┬ō▌SŲ„
▓Õ┤▓╝ė╣ż▒ŻūCµI▓█ī”ĘQąį
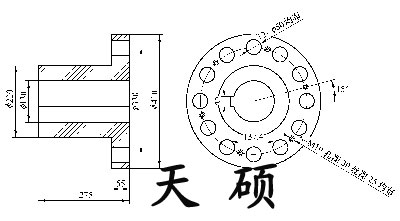
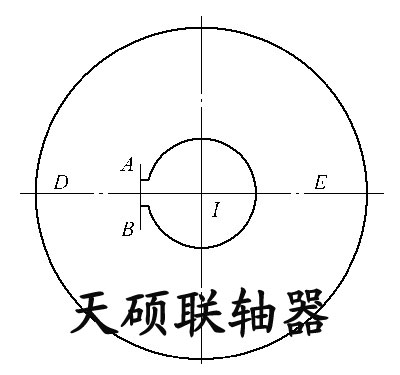
▀@└’ėą╝╝Ū╔Ż©╚ńłD3╦∙╩ŠŻ¼ė├łD2ųąĄ─ų∙õN┬ō▌SŲ„šf├„Ż®ĪŻŽ╚į┌┬ō▌SŲ„f410mmĄ─Č╦├µäØ│÷µI▓█Ą─ųąą─ŠĆŻ¼▓óäØ│÷µI▓█Ą─╔ŅČ╚╝ė╣żŠĆŻ¼ė╔ė┌µI▓█Ą─╔ŅČ╚╝ė╣żŠĆęįäØ│÷µI▓█Ą─ųąą─ŠĆ×ķ╗∙£╩äØ│÷Ż¼╦∙ęįšęš²ęįäØ│÷µI▓█Ą─ųąą─ŠĆūŅ£╩ĪŻęįµI▓█Ą─╔ŅČ╚╝ė╣żŠĆAB▀Mąą┤ųšęš²Ż¼╚╗║¾į┘ęį═©▀^f130mm┐ūųąą─IĄ─DEµI▓█Ą─ųąą─ŠĆ▀MąąŠ½┤_šęš²ĪŻ
łD3 ┬ō▌SŲ„▓ÕµI▓█šęš²╩ŠęŌłD
īó┬ō▌SŲ„ŲĮĘ┼į┌╣żū„┼_ē║└╬Šo╣╠Ż¼┤¾Ņ^ßśė├ØÖ╗¼ų¼š│į┌▓ÕĄČ╔ŽŻ¼╚╗║¾▐Däė╣żū„┼_Ż¼ęŲäė┐vŽ“ĪóÖMŽ“═Ž░ÕŻ¼╩╣┤¾Ņ^ßś╦∙Įø▀^Ą─┬ĘŠĆ┼cµI▓█Ą─╔ŅČ╚╝ė╣żŠĆABŠĆųž║ŽŻ¼▀@śėę╗üĒŠ═┐╔ęįī”µI▓█Ą─ī”ĘQąį▀Mąą┤ų┬įšęš²Ż¼╚╗║¾į┘╩╣┤¾Ņ^ßś╦∙Įø▀^Ą─┬ĘŠĆ┼cµI▓█Ą─ųąą─ŠĆDEŠĆųž║ŽŻ¼ųž║ŽĄ─DEŠĆįĮķLī”ĘQąįšęĄ├įĮ£╩┤_ĪŻ
ĮYšZ
Įø▀^ęį╔ŽÄūéĆĘĮ├µĄ─ūóęŌŻ¼╝ė╣ż│÷üĒĄ─┬ō▌SŲ„▓┼─▄Ę¹║Ž╩╣ė├ę¬Ū¾Ż¼▒ŻūC«aŲĘĄ─┘|┴┐ĪŻ«ö╚╗Ż¼ęį╔ŽÄūéĆĘĮ├µĄ─╝ė╣żūóęŌ╩┬ĒŚę▓▀mė├Ųõ╦¹ŅÉ╦ŲĄ─╣ż╝■╝ė╣ż▀^│╠ųąĪŻ
ų„šŠų®ųļ│ž─Ż░ÕŻ║ Ą┤╣½┬ęĖŠhdĄńė░ųą╬─ūų─╗| ąį┼Ę├└vrĖ▀ŪÕ╝½ŲĘ| čŪų▐ū█║Žųą╬─ūų─╗Š├Š├| ╔┘ĖŠ▒╗║┌╚╦ĄĮĖ▀│▒┼ń│÷░ūĮ¼| ╚š║½┬ū└ĒŲ¼| └Ž╦Š╗·čŪų▐Š½ŲĘę╗Ū°Č■Ū°| čŪų▐ė░į║Ęß┬·╔┘ĖŠųą╬─ūų─╗╬▐┬ļ | čŪų▐╚š▒Š┬ę┬ļę╗Ū°Č■Ū°į┌Ž▀Č■▓·Ž▀| Š½ŲĘę╗Ū°Č■Ū°╚²Ū°▓╗┐©| čŪų▐╩ņ┼«Š½ŲĘųą╬─ūų─╗| ╣·▓·ę╗Ū°Č■Ū°╚²Ū°╬▐š┌Ą▓| Š├Š├Š½ŲĘ╬▐┬ļę╗Ū°Č■Ū°ąĪ▓▌| čŪų▐╝╦┼«ū█║Ž═°995Š├Š├| čŪų▐╣·▓·│╔╚╦Š½ŲĘ┼«Š├Š├| ╚²╚╦│╔╚½├ŌĘč╣█┐┤Ąń╩ėŠńĖ▀ŪÕ| Š├Š├Š├Š├Š├čŪų▐Š½ŲĘ│╔╚╦| │╔╚╦░ūĮ¼ę╗Ū°Č■Ū°╚²Ū°į┌Ž▀╣█┐┤ | ╣·▓·Š½ŲĘę╗Ū°Č■Ū°Š├Š├▓╗┐©| ┬Ń╠Õ┼«╚╦čŪų▐Š½ŲĘę╗Ū°| ╣·▓·Š½ŲĘ╔½─┌─┌į┌Ž▀╣█┐┤| čŪų▐┼Ę├└│╔╚╦aóźį┌Ž▀| čŪų▐─ą╚╦╠ņ╠├2018| ═³ėŪ▓▌ė░╩ė| ╣·▓·čŪų▐Š½ŲĘAį┌Ž▀╬▐┬ļ| ╔┘ĖŠ╚╦Ų▐═Ą╚╦ę╗Ū°Č■Ū°| ╣·▓·Š½ŲĘčŪų▐╚š║½Aó§į┌Ž▀╣█┐┤| Š├Š├ū█║Ž╣·▓·Š½ŲĘę╗Ū°Č■Ū°| ╣·▓·ūŅ┤¾│╔╚╦čŪų▐Š½ŲĘ| ╣·▓·ę╗Ū°Č■Ū°╚²Ū°į┌Ž▀╣█| 91Š½ŲĘ╣·▓·└Ž╩ņ┼«į┌Ž▀| ╠ņ╠ņįĻ╚š╚šįĻ║▌║▌įĻ│¼┼÷97| čŪ┼Ęų▐┬ę┬ļ╩ėŲĄį┌Ž▀ū©Ū°| Ū’Ž╝╣·▓·avę╗Ū°Č■Ū°╚²Ū°| ╣·▓·┬Ń╠Õė└Š├├ŌĘč╬▐š┌Ą▓| ╔½└Ž═ĘčŪų▐│╔╚╦├ŌĘčė░į║| čŪų▐Š½ŲĘ┬ę┬ļŠ├Š├Š├Š├Š├ųą╬─ūų─╗| │╔╚╦═°šŠ╣·▓·į┌Ž▀╩ėŲĄ─┌╔õ╩ėŲĄ | Ė▀ŪÕųą╬─ūų─╗ę╗Ū°Č■Ū°| ╣·▓·Š½ŲĘę╗Ū°Č■Ū°╚²Ū°╗Ų| ╚╦Ų▐Ęß┬·╩ņĖŠAV╬▐┬ļŪ°APP| Š├š┬▓▌į┌Ž▀├½Ų¼╩ėŲĄ▓źĘ┼|