|
| | |
| |
<abbr id="zqpa3"><button id="zqpa3"><delect id="zqpa3"></delect></button></abbr> | |
|
|
| |
|
| |
|
|
<abbr id="zqpa3"><tr id="zqpa3"><tbody id="zqpa3"></tbody></tr></abbr>öĄ┐ž▄ć┤▓ŠÄ│╠īŹ└²
1Ż«Ė∙ō■┴Ń╝■łDśėę¬Ū¾Īó├½┼„ŪķørŻ¼┤_Č©╣ż╦ćĘĮ░Ė╝░╝ė╣ż┬ĘŠĆ
1Ż®ī”╝ÜķL▌SŅÉ┴Ń╝■Ż¼▌Są─ŠĆ×ķ╣ż╦ć╗∙£╩Ż¼ė├╚²ū”ūįČ©ą─┐©▒PŖA│ų”š58®L═ŌłAę╗Ņ^Ż¼╩╣╣ż╝■╔ņ│÷┐©▒P175®LŻ¼ė├Ēö╝ŌĒö│ų┴Ēę╗Ņ^Ż¼ę╗┤╬čbŖA═Ļ│╔┤ųŠ½╝ė╣żŻ©ūóŻ║ŪąöÓĢrīóĒö╝Ō═╦│÷Ż®ĪŻ
2Ż®╣ż▓ĮĒśą“
ó┘┤ų▄ć═ŌłAĪŻ╗∙▒Š▓╔ė├ļA╠▌ŪąŽ„┬ĘŠĆŻ¼┤ų▄攚56®LĪóS”šS50®LĪó”š36®LĪóM30®LĖ„═ŌłAČ╬ęį╝░ÕFķL×ķ10®LĄ─łAÕFČ╬Ż¼┴¶1®LĄ─ėÓ┴┐ĪŻ
ó┌ūįėꎓū¾Š½▄ćĖ„═ŌłA├µŻ║┬▌╝yČ╬ėęĄ╣ĮŪĪ·ŪąŽ„┬▌╝yČ╬═ŌłA”š30®LĪ·▄ćÕFķL10®LĄ─łAÕFĪ·▄攚36®LłAų∙Č╬Ī·▄攚56®LłAų∙Č╬ĪŻ
ó█▄ć5®LĪ┴”š26®L┬▌╝y═╦ĄČ▓█Ż¼Ą╣┬▌╝yČ╬ū¾Ą╣ĮŪŻ¼▄ćÕFķL10®LĄ─łAÕFęį╝░▄ć5®LĪ┴”š34®LĄ─▓█ĪŻ
ó▄▄ć┬▌╝yĪŻ
ó▌ūįėꎓū¾┤ų▄ćR15®LĪóR25®LĪóS”š50®LĪóR15®LĖ„łA╗Ī├µ╝░30ĪŃĄ─łAÕF├µĪŻ
ó▐ūįėꎓū¾Š½▄ćR15®LĪóR25®LĪóS”š50®LĪóR15®LĖ„łA╗Ī├µ╝░30ĪŃĄ─łAÕF├µĪŻ
ó▀ŪąöÓĪŻ
2Ż«▀xō±ÖC┤▓įOéõ
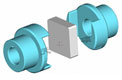
Ė∙ō■┴Ń╝■łDśėę¬Ū¾Ż¼▀xė├ĮøØ·ą═öĄ┐ž▄ć┤▓╝┤┐╔▀_ĄĮę¬Ū¾ĪŻ╣╩▀xė├CK0630ą═öĄ┐ž┼P╩Į▄ć┤▓ĪŻ
3Ż«▀xō±ĄČŠ▀
Ė∙ō■╝ė╣żę¬Ū¾Ż¼▀xė├╚²░čĄČŠ▀Ż¼T01×ķ┤ų╝ė╣żĄČŻ¼▀x90ĪŃ═ŌłA▄ćĄČŻ¼T03×ķŪą▓█ĄČŻ¼ĄČīÆ×ķ3®LŻ¼T05×ķ┬▌╝yĄČĪŻ
═¼Ģr░č╚²░čĄČį┌ūįäėōQĄČĄČ╝▄╔Ž░▓čb║├Ż¼ŪęČ╝ī”║├ĄČŻ¼░č╦³éāĄ─ĄČŲ½ųĄ▌ö╚ļŽÓæ¬Ą─ĄČŠ▀ģóöĄųąĪŻ
4Ż«┤_Č©ŪąŽ„ė├┴┐
ŪąŽ„ė├┴┐Ą─Š▀¾wöĄųĄæ¬Ė∙ō■įōÖC┤▓ąį─▄ĪóŽÓĻPĄ─╩ųāį▓óĮY║ŽīŹļHĮø“×┤_Č©Ż¼įöęŖ╝ė╣ż│╠ą“ĪŻ
5Ż«┤_Č©╣ż╝■ū°ś╦ŽĄĪóī”ĄČ³c║═ōQĄČ³c
┤_Č©ęį╣ż╝■ū¾Č╦├µ┼c▌Są─ŠĆĄ─Į╗³cO×ķ╣ż╝■įŁ³cŻ¼Į©┴óXOZ╣ż╝■ū°ś╦ŽĄĪŻ
▓╔ė├╩ųäėįćŪąī”ĄČĘĮĘ©Ż©▓┘ū„┼c╔Ž├µöĄ┐ž▄ć┤▓Ą─ī”ĄČĘĮĘ©ŽÓ═¼Ż®░č³cOū„×ķī”ĄČ³cĪŻōQĄČ³cįOų├į┌╣ż╝■ū°ś╦ŽĄŽ┬X70ĪóZ30╠ÄĪŻ
6Ż«ŠÄīæ│╠ą“Ż©įō│╠ą“ė├ė┌CK0630▄ć┤▓Ż®
░┤įōÖC┤▓ęÄČ©Ą─ųĖ┴Ņ┤·┤a║═│╠ą“Č╬Ė±╩ĮŻ¼░č╝ė╣ż┴Ń╝■Ą─╚½▓┐╣ż╦ć▀^│╠ŠÄīæ│╔│╠ą“ŪÕå╬ĪŻįō╣ż╝■Ą─╝ė╣ż│╠ą“╚ńŽ┬Ż║
N0010G59X0Z195
N0020G90
N0030G92X70Z30
N0040M03S450
N0050M06T01
N0060G00X57Z1
N0070G01X57Z-170F80
N0080G00X58Z1
N0090G00X51Z1
N0100G01X51Z-113F80
N0110G00X52Z1
N0120G91
N0130G81P3
N0140G00X-5Z0
N0150G01X0Z-63F80
N0160G00X0Z63
N0170G80
N0180G81P2
N0190G00X-3Z0
N0200G01X0Z-25F80
N0210G00X0Z25
N0220G80
N0230G90
N0240G00X31Z-25
N0250G01X37Z-35F80
N0260G00X37Z1
N0270G00X23Z-72.5
N0280G00X26Z1
N0290G01X30Z-2F60
N0300G01X30Z-25F60
N0310G01X36Z-35F60
N0320G01X36Z-63F60
N0330G00X56Z-63
N0340G01X56Z-170F60
N0350G28
N0360G29
N0370M06T03
N0380M03S400
N0390G00X31Z-25
N0400G01X26Z-25F40
N0410G00X31Z-23
N0420G01X26Z-23F40
N0430G00X30Z-21
N0440G01X26Z-23F40
N0450G00X36Z-35
N0460G01X26Z-25F40
N0470G00X57Z-113
N0480G01X34.5Z-113F40
N0490G00X57Z-111
N0500G01X34.5Z-111F40
N0510G28
N0520G29
N0530M06T05
N0540G00X30Z2
N0550G91
N0560G33D30I27.8X0.1P3Q0
N0570G01X0Z1.5
N0580G33D30I27.8X0.1P3Q0
N0590G90
N0600G00X38Z-45
N0610G03X32Z-54I60K-54F40
N0620G02X42Z-69I80K-54F40
N0630G03X42Z-99I0K-84F40
N0640G03X36Z-108I64K-108F40
N0650G00X48Z-113
N0660G01X56Z-135.4F60
N0670G00X56Z-113
N0680G00X40Z-113
N0690G01X56Z-135.4F60
N0700G00X50Z-113
N0710G00X36Z-113
N0720G01X56Z-108F60
N0730G00X36Z-45
N0740G00X36Z-45
N0750M03S800
N0760G03X30Z-54I60K-54F40
N0770G03X40Z-69I80K-54F40
N0780G02X40Z-99I0K-84F40
N0790G03X34Z-108I64K-108F40
N0800G01X34Z-113F40
N0810G01X56Z-135.4F40
N0820G28
N0830G29
N0840M06T03
N0850M03S400
N0860G00X57Z-168
N0870G01X0Z-168F40
N0880G28
N0890G29
N0900M05
N0910M02
ų„šŠų®ųļ│ž─Ż░ÕŻ║
╣·▓·čŪų▐┼Ęų▐avū█║Žę╗Ū°Č■Ū°╚²Ū°|
čŪų▐╣·▓·Š½ŲĘę╗Ū°Č■Ū°Ą┌ę╗ę│|
čŪų▐Š½ŲĘę╗Ū°Č■Ū°╠ņ╠├|
╣·▓·┬ę╚╦┬ūŠ½ŲĘę╗Ū°Č■Ū°|
╩«░╦Į¹╣·▓·Š½ŲĘę╗Ū°Č■Ū°|
čŪų▐╚╦│╔į┌Ž▀╣█┐┤═°šŠ╬▐┬ļ|
čŪų▐╠ņ╠├│╔─Ļ╚╦į┌Ž▀╩ėŲĄ|
╚š║½╦┐═Ó╚╦Ų▐ųą╬─ūų─╗|
Š├Š├šŌ└’ų╗Š½ŲĘ╚╚├ŌĘč99|
╣·▓·┼Ę├└╚š║½╩ėŲĄŌ∙┤║į║|
ŪÓŪÓ▓▌╩ėŲĄ╗¬╚╦┬╠╔½į┌Ž▀|
│╔╚╦├ŌĘčAAŲ¼į┌Ž▀╣█┐┤|
╣·▓·AV╬▐┬ļū©Ū°čŪų▐AV┼╦Į┴┤|
čŪų▐Ė▀ŪÕ╚š║½ū©Ū°Š½ŲĘ|
╚š║½ųą╬─ūų─╗Ė▀ŪÕėą┬ļ|
Š┼Š┼╚╚Š½ŲĘį┌Ž▀├ŌĘč╩ėŲĄ|
į┌Ž▀▓źĘ┼╣·▓·▓╗┐©├ŌĘč╩ėŲĄ|
╣·▓·ę╗Ū°Č■Ū°╦¼╦¼╦¼╩ėŲĄ|
┼Ę├└╚š║½╣·▓·═╝Ų¼Ū°ę╗Ū°|
čŪų▐ę╗Ū°Č■Ū°╚²Ū°╦─Ū°|
čŪų▐╬ńę╣ŽŃĮČŠ├Š├Š½ŲĘ|
čŪų▐ūį┼─═Ą┼─╝żŪķ╩ėŲĄ|
╣·▓·Š½ŲĘčŪų▐ę╗Ū°Č■Ū°╚²Ū°|
╔┘ĖŠĖ▀│▒┼ń╦«▓ęĮąŠ├Š├Š├Š├Ąńė░
|
91Š½ŲĘ╬ńę╣ĖŻ└¹į┌Ž▀╣█┐┤|
2019ŽŃĮČį┌Ž▀╣█┐┤ų▒▓ź╩ėŲĄ|
ųŲĘ■╦┐═Ó╚╦Ų▐ėą┬ļ╬▐┬ļųą╬─ūų─╗|
Š├▓┘ū╩į┤šŠ|
╣·▓·╩ėŲĄūŅą┬|
┴ĮĖ÷╚╦Ą─╩ėŲĄwww├ŌĘč|
┼Ę├└╚╦ėļČ»zozoį┌Ž▀▓źĘ┼|
Š┼Š┼╚╚╩ėŲĄį┌Ž▀├ŌĘč╣█┐┤|
AV╬▐┬ļ├ŌĘč▓╗┐©į┌Ž▀╣█┐┤|
čŪų▐╩ņĖŠūį═Ąūį┼─┴Ē┼Ę├└|
Š├Š├Š½ŲĘ╣·▓·999┤¾ŽŃŽ▀Į╣|
ę┴╚╦Š├Š├┤¾ŽŃŽ▀ĮČAV═°Į¹▀Ž|
ė└Š├├ŌĘč╬▐┬ļ═°šŠį┌Ž▀╣█┐┤Ė÷|
╣·▓·ę╗Ū°╚š║½Č■Ū°┼Ę├└╚²Ū°|
╚š┤Ą├½Ų¼╚š║½v╣·▓·včŪų▐vŠ½ŲĘv|
Š½ŲĘ╚╦Ų▐╚š║½ųą╬─ūų─╗|
╚╦Ų▐╩ņ┼«ę╗Ū°Č■Ū°aóźŪ¦ęČ─■šµ
|